Logistics by day.
Projects by night.
Bridging the gap between global supply chain optimization and precision titanium engineering.
Shipping and trade meets additive manufacturing.
I am Yakob Sarfraz, a logistics professional specializing in cross-border trade compliance and operational efficiency. I navigate the complexities of EU and global shipping by day.
By night, I pivot to my technical current technical project: SLM (Selective Laser Melting). I leverage CAD and rendering to prototype high-strength titanium components. I Have completed initial prototyping on precise components, and i’m currently working on more refined designs for implants. Alongside this, I have also began furthering my technical expertise through building this site, which currently scores 100/100 on Google’s own SEO metrics.
2022 — Present
First independent exploration into coding, along with assisted exploration into CAD worktools. In particular industry-leading software Fusion 360. Beyond this I also began exploring simple programming concepts, starting with HTML as it was easy to visualize the impact of code.
Graduated with an IB Bi-lingual diploma. Went abroad to Cambodia for a year to help with constructing houses, wells and other essential infrastructure for the native population. This year provided greater insight into the issues facing the global south.
Worked as an Audio Visual Technician at the German European School Singapore. Roles involved running full theatre performances using custom advanced lighting software, multi-microphone setups, live audio processing along with technical maintenance of equipment.
First titanium SLM print. Began work at GoNordic Cruiseline. Acquired advanced CAD skills in parallel with logistics work. The combination of precision manufacturing and supply chain optimization became my new focus.
Finished supplementing Danish A level math. Currently supplementing Danish B level Physics. Continuing shipping work along with expanding technical skills, building websites and advancing my implant design.
From Concept to Print in 14 Days.


Along my journey of learning CAD designing principles and learning to model for SLM production, I've created a self-imposed 14-day design to production cycle. This 2 week design to production pipeline isn’t arbitrary, but rather the result of compressing every stage until something breaks, then tracing back and fixing the core problems. I find most prototyping cycles fail not at the machine or mechanical components, but in the handoff between the design team's intent and the specific constraints required for a succsesful print. A beautiful CAD model is worthless if the support strategy collapses, or if the lattice infill wasn’t designed with powder evacuation in mind from the first sketch. Such considerations are extremely pertinent when discussing SLM, as the metal powder is not just toxic in it's unmelted state, it also compromises the structure. Excessive supports increases building times and labour costs, however too few and the structure is warped or compromised. As I'm not just the designer, but also the researcher and tester, I understand every step. That's why all constraints are accounted for from the start, and i'm able to dramatically shorten the design to print pipeline.
The default instinct is to model first, then optimise for manufacturing. With SLM titanium, that order is backwards. Overhang angles, thermal gradients, and residual stress all need to be part of the initial design decisions; not post-processing problems. Topology optimisation becomes a core shaping factor during even intial designing. Running intial models through thermal modelling and stress software can also help highlight future issues. I've found JLCP's built in tool to be perfect for this. I create a model to exact specs, I run it through their visualiser, I see where the model is good and where flaws arise. I can then immediatelty turn back and fix all issues. Doing this I face near zero downtime. This also condenses the prototyping stage and reduce costs tremendously. Though these prototypes are economical, titanium precision parts still aren't free, and each print iteration saved is money saved.
Phase 2: Photorealistic rendering serves a dual purpose. It communicates intent to stakeholders, yes. But it also stress-tests the geometry visually: sharp internal corners, thin walls, and ambiguous surfaces that looked fine in wireframe become immediately obvious under a Physically based rendering (PBR) titanium material. Rendering is also a powerful comparison point, does the product stand up to current industry available solutions or counterparts? If not, it's back to the drawing board.
The final SLM output in Phase 3 is rarely a surprise when the first two phases were executed rigorously. The surprises that do appear such as surface roughness on down-facing angles, slight warping on long unsupported spans feed directly back into the next iteration. That feedback loop, kept short and documented, is what makes 14 days repeatable rather than lucky. However, I’ve found that this has never been an issue. The precision of SLM, combined with careful design choices leads to a finished print first time. However, knowing the process allows for inevitable design mistakes is extremely valuable long term.
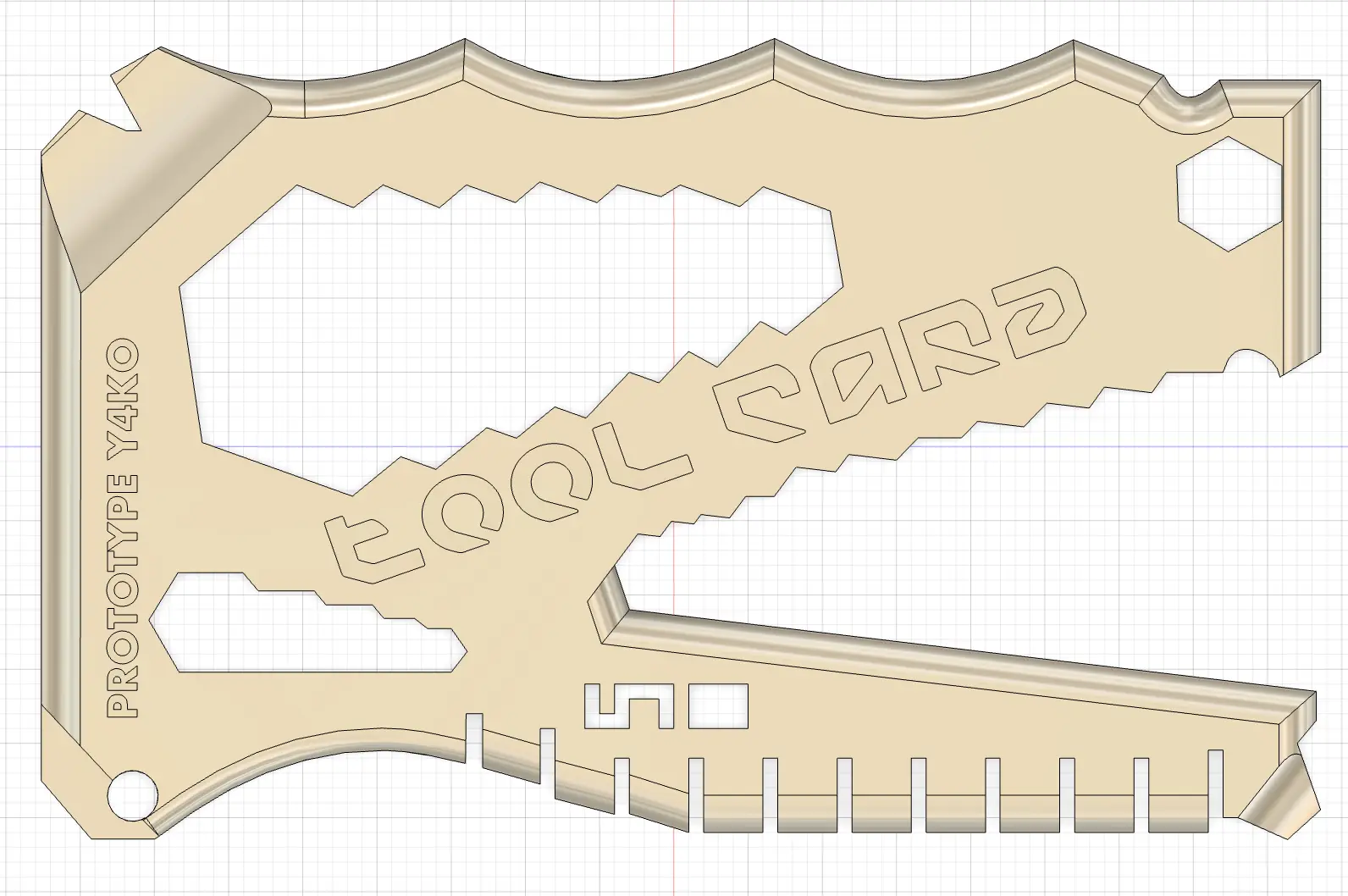
Patient-Specific Ti-6Al-4V Implant.
Full design pipeline for a custom titanium cranioplasty implant — from CT-derived skull topology through CAD parametric modelling, SLM build preparation, and final post-processing.
Cranioplasty repair is one of the clearest arguments for patient-specific additive manufacturing in surgery. A standard off-the-shelf plate will never match the unique topology of an individual skull defect. The geometry problem is non-trivial: the implant must restore both structural integrity and anatomical contour, two requirements that pull in different directions when working with a thin-walled titanium shell over a curved surface.
Titanium, specifically Ti-6Al-4V ELI (Extra Low Interstitial) is the material of choice, as it's the same alloy used in load-bearing orthopaedic implants. Its specific strength, osseointegration compatibility, and MRI transparency make it uniquely suited to this application.
The pipeline starts with CT-derived skull topology, a point cloud of bone surface that must be converted into a clean parametric mesh before any design work begins. This reconstruction step is where most patient-specific workflows introduce errors: smoothing too aggressively loses anatomical landmarks; too little produces a mesh too noisy for downstream CAD operations.
My process begins by taking a high quality scan of the patients skulls (for this demonstration i chose a high quality anatomical model as proof of concept). From here I import the file into CAD, convert it's mesh to an appropriately detailed one. Too detailed, it becomes difficult to work with, increasing time taken for all processes with little upside. Too simplified, the minute topological details aren't carried over. Of course with more advanced equipment this becomes more of a trivial issue. More powerful equipment would be more than capable of handling the file with all points preserved, however for consumer grade hardware thoughtful compute savings must be applied when possible. I also chose this specific site as the partietal area of the skull is often removed when Inter cranial pressure (ICP) must be relived. This is a common life saving surgery technique, often required after a patient suffers a stroke or post tumor removal. I used a grid pattern derived from researching leading real-world cranioplasty models. The holes allow for tissue integration, improved draining and weight reduction. Meanwhile the high quality plate with appropriate modeled curve allows for the restoring the natural curvature of the skull while holding consistent wall thickness, typically 1.2–1.8 mm for cranial applications.
Building a thin curved shell via SLM requires careful attention to build orientation and thermal management. Orienting the part so the curved surface faces upward minimises unsupported overhangs and reduces support removal burden on the surface that will sit directly against the dura.
My rendering process was far from ideal. I had to strike a balance between model accuracy and quality, as my laptop simply wasn't able to handle rendering the craniplasty plate with all the grid holes present. Therefore I opted to only include a section. The same goes for the skull, I had access to an entire highly detailed model, however it would've strained my device and make the file unstable to work with. However, this of course wouldn't be an issue in a professional work-space with much more powerful hardware specialty spec'd for this.
Building beyond the physical world.
Alongside additive manufacturing and logistics, I've been building a continously growing collection of software projects. Tools I've designed to help me experiment with APIs, studies in interface architecture and code rendering.
 API integration
API integration
Interactive Data System, compact weather app
Experimentation with live API integration, responsive updates, and real-time interaction handling. This weather app features a modern interface, along with specialised features such as model selection and a comparisson feature built in.
View project →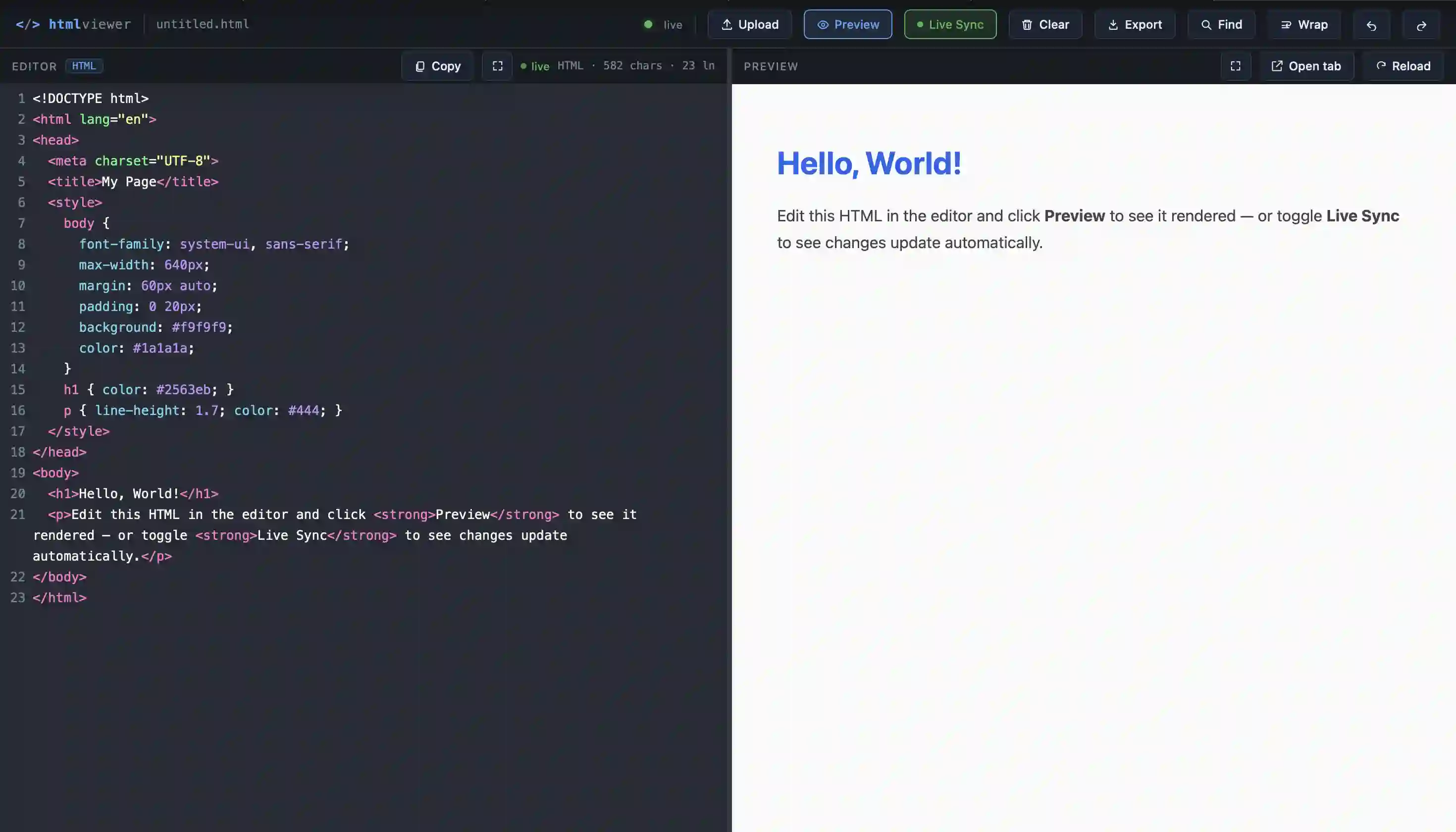 UTILITY
UTILITY
Workflow Tool
A better HTMLViewer, this tool is meant so be as frictionless as possible when testing out html code. The sandboxed environment is safe as harmful code is autodetected and prevented from running.
View project → EXPERIMENTAL
EXPERIMENTAL
Coming soon (work in progress)
My most ambitious project so far, a in-depth exploration of how to create modern day interactive apps.
View project →01. Titanium SLM
Optimizing lattice structures for aerospace-grade titanium prints.
Read more →02. Web Development
Building specialized interfaces and digital logistics tools.
Read more →03. Supply Chain Ops
Specializing in customs documentation and duty optimization.
Read more →04. CAD and Rendering
High-fidelity modeling to rapidly prototype precision designs.
Read more →Reach out
Currently open any roles involving shipping, logistics or technical additive manufacturing ventures. I'm based in Denmark but operate globally.